Закалка зубчатых колес и венцов
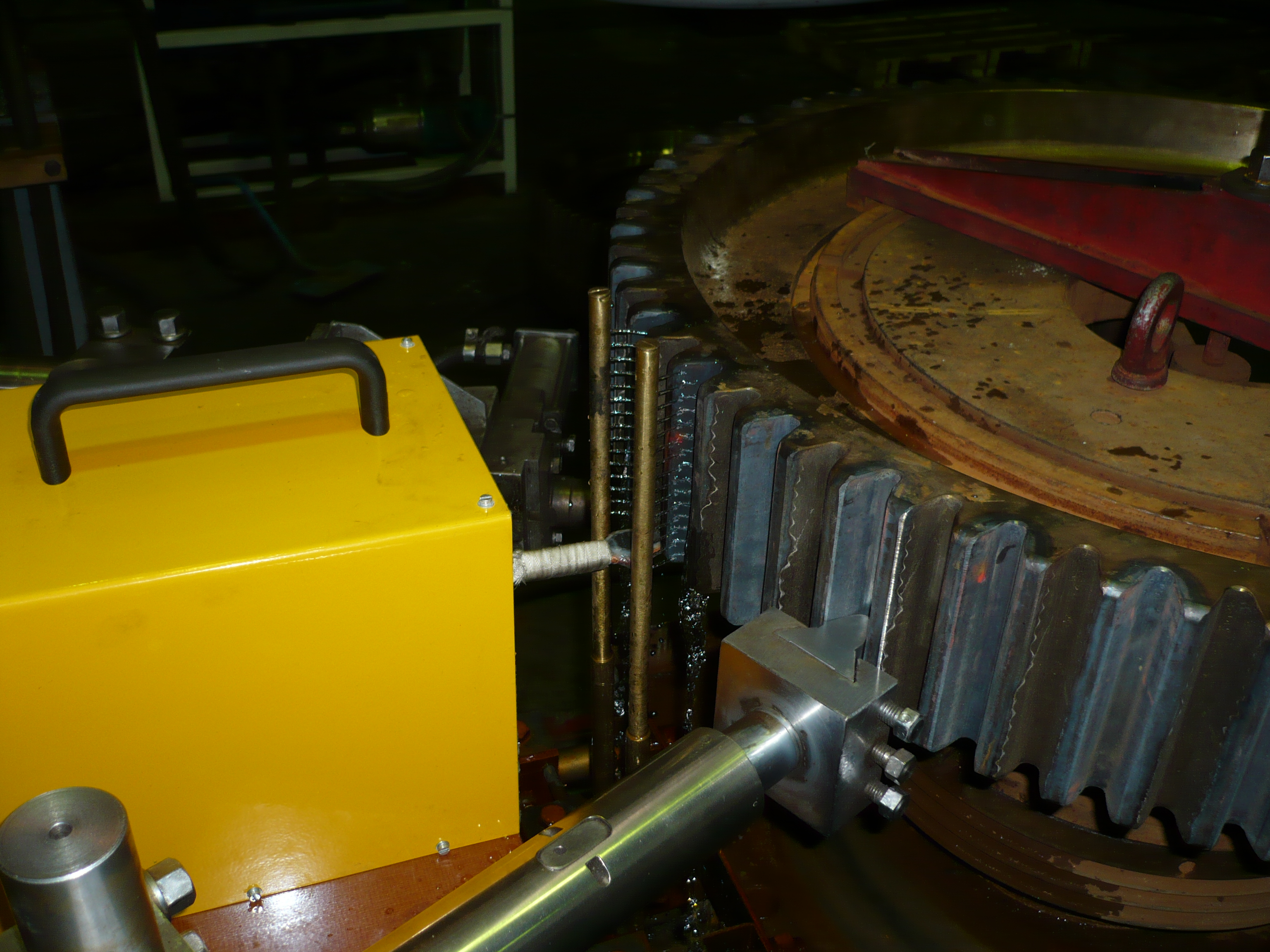
Для закалки зубчатых колес и венцов большого диаметра используется метод закалки по впадине, который предусматривает закалку рабочих поверхностей двух соседних зубьев путем движения размещенного во впадине индуктора или индуктора-спрейера снизу вверх вдоль оси колеса.
Закалочная установка, реализующая такой метод закалки, может быть изготовлена нами с учетом технических требований Заказчика (диаметр венцов и зубчатых колес до 3 метров и более, модуль зуба прямого или косого от 10 и выше) в сроки от 2 до 4 месяцев, в зависимости от сложности задачи.
Для закалки зубчатых колес и шестерней диаметром до 200 мм с мелким зубом (модуль меньше 4) используется метод сканирующей закалки вращающейся шестерни кольцевым индуктором-спрейером, движущимся низу вверх вдоль оси шестерни.
Закалочная установка для таких деталей может быть изготовлена нами с учетом технических требований Заказчика в сроки от 2 до 3 месяцев, в зависимости от сложности задачи.
Наиболее сложным с технической точки зрения является закалка промежуточных по параметрам зубчатых колес и венцов:
- Для модуля в диапазоне от 4 до 10 практически невозможно производить закалку по зубу, а закалка кольцевым охватывающим индуктором должна производиться на двух частотах для обеспечения равномерной глубины закаленного слоя рабочей поверхности зубьев от вершины до корня;
- Для зубчатых колес большого диаметра с модулем зуба меньше 10 закалка охватывающим кольцевым индуктором требует большой мощности источника питания или усложнения технологического процесса за счет нагрева и закалки секторов колеса.
Решение конкретных задач по закалке зубчатых колес и венцов с такими параметрами связано с большими усилиями по отработке технологии, поэтому решение о возможности разработки технологии и изготовления закалочной установки принимается только на основе технического задания Заказчика.
-

- Закалка вращающейся шестерни кольцевым индуктором-спрейером
-

- Закалка по впадине