Станок закалочный двухкоординатный для ТОО «СП «КазЭлектроПривод», 15 января 2016г.
Успешно внедрена автоматизированная установка высокоинтенсивной закалки деталей привода железнодорожных стрелок в г. Алматы, Казахстан. В состав установки ИН-60/66 входит станок закалочный двухкоординатный, генератор ТГИ-60/66, блок согласования, индуктор и бак охлаждения с насосом.
Блок управления закалкой (БУЗ) обеспечивает автоматическую закалку выбранной зоны установленной детали, управляя нагревом и перемещением индуктора по заранее написанной программе. Выбор детали, индуктора и программы выполняет оператор по технологической карте. Для набора деталей разработаны технологические карты, индуктор и программы автоматической закалки.

Установка ИН-60/66 после распаковки

Генератор ТГИ-60/66
Высокоинтенсивная закалка с высокой удельной мощностью и кратким по времени нагревом позволяет выполнять закалку без водяного охлаждения требуемых марок сталей. При таком способе закалки на частоте 66 кГц обеспечивается требуемая глубина закаленного слоя (0,8 … 1,2 мм), не возникает растягивающих напряжений на поверхности, уменьшается вероятность образования трещин, не требуется низкотемпературный отпуск.

Деталь «Кулачок» и индуктор в первой точке программы
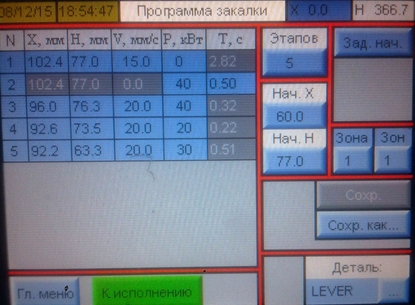
Программа закалки

Закаливаемые детали